
Feeds and speeds are a big topic in the CNC community and can be very confusing or overwhelming when getting started. Using the 6-Piece Starter bit set, this article will provide you with a starting point for bit settings and steps to home in on the best feed rate and RPM settings to use with your machine, bits, and various materials.
To maximize the chip load, these starting recommendations will take shallow passes at a high feed rate. This will increase tool longevity, material removal, and achieve a finished surface to minimize hand work. For a complete list of definitions of the various fields in the Vcarve tool database, see the Vectric Help Center - Tool Database.
Bit Guidelines
The bit parameters will use these percentage guidelines based on the diameter of the bit as a starting point. We will also go over using the Speed Override slider bar on the LCD Pendant or in Ready2Control to zero in on the best feed rates for these settings.
|
Bit diameter (Inches) |
Pass depth = 20% | Stepover = 40% | Clearance Stepover = 20-40% | Finish Stepover = 7-11% | ||
| 1/2" | 0.1000 | 0.2000 | 0.1000 | 0.2000 | 0.0350 | 0.0550 |
| 1/4" | 0.0500 | 0.1000 | 0.0500 | 0.1000 | 0.0175 | 0.0275 |
| 1/8" | 0.0250 | 0.0500 | 0.0250 | 0.0500 | 0.0088 | 0.0138 |
| 1/16" | 0.0125 | 0.0250 | 0.0125 | 0.0250 | 0.0044 | 0.0069 |
| 1/32" | 0.0063 | 0.0125 | 0.0063 | 0.0125 | 0.0022 | 0.0034 |
I would stress, that these are only starting recommendations in pursuit of the ideal feeds and speeds. The ideal feeds and speeds are affected by many factors such as:
- Rigidity and grip of tool holders
- Rigidity and grip of workholding
- Material
- Tool material, geometry, and coating
- Machine rigidity
- Machine spindle horsepower and torque at different RPM
Example Settings:

Tapered Ball nose bits are generally used for 3D projects and primarily used for 3D finishing. With a narrow tip and a small step over, the bit is able to achieve a smooth surface to finish the 3D project.
|
#1 1/16" tapered ball nose bit |
#2 1/8" tapered ball nose bit |
|
|
Diameter (D) |
0.25" |
0.25" |
|
Side Angle (A) |
5.5 degrees |
3.8 degrees |
|
Tip Radius (R) |
0.0313" |
0.0625" |
|
No. Flutes |
4 |
4 |
|
Pass Depth |
0.0125" |
0.0250" |
|
Stepover |
7-10% |
7-10% |
|
Clearance Pass Stepover |
20-30% |
20-30% |
|
Spindle Speed (RPM) |
18,000 - 22,000 |
18,000 - 22,000 |
|
Feed Rate IPM |
150 |
150 |
|
Plunge Rate IPM |
50 |
50 |
The straight Ball Nose and End Mill bits are generally used for 3D roughing. The End Mill is also used for pocketing to leave a flat surface and is also commonly used for cutting a project out (profile).
|
#3 1/4" Ball Nose bit |
#4 1/4" Up-cut Endmill bit |
|
|
Diameter (D) |
0.25" |
0.25" |
|
No. Flutes |
4 |
2 |
|
Pass Depth |
0.0500" |
0.0500" |
|
Stepover |
0.1" |
0.1" |
|
Spindle Speed (RPM) |
18,000 - 22,000 |
18,000 - 22,000 |
|
Feed Rate IPM |
150 |
150 |
|
Plunge Rate IPM |
50 |
50 |
V-bits are used for various different functions, such as chamfers, V-grooves, and are most commonly used for engraving text.
|
#5 3/8" 60-degree v-groove bit |
#6 1/2" 90-degree v-groove bit |
|
|
Diameter (D) |
0.375" |
0.5" |
|
Included Angle (A) |
60 degrees |
90 degrees |
|
No. Flutes |
2 |
2 |
|
Pass Depth |
0.0750" |
0.1000" |
|
Final Pass Stepover |
7-11 % |
7-11% |
|
Clearance Pass Stepover |
30 - 40% |
30 - 40% |
|
Spindle Speed (RPM) |
18,000 - 22,000 |
18,000 - 22,000 |
|
Feed Rate IPM |
150 |
150 |
|
Plunge Rate IPM |
50 |
50 |
Running on the machine:
When first getting started and learning the feeds and speeds for various materials and toolpaths, I would recommend saving and running each toolpath individually. This will help you learn how feed rates for different toolpaths (profile, pocket, vcarve engraving) as well as machining strategies (offset, raster, conventional) operate on various materials.
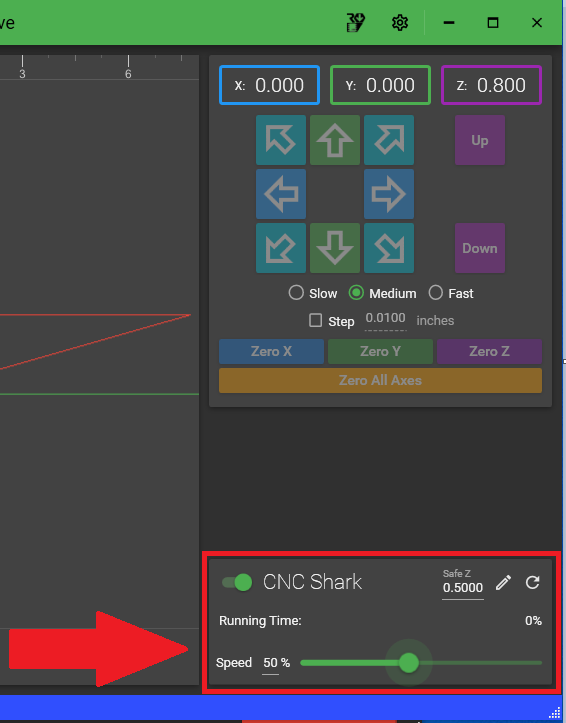
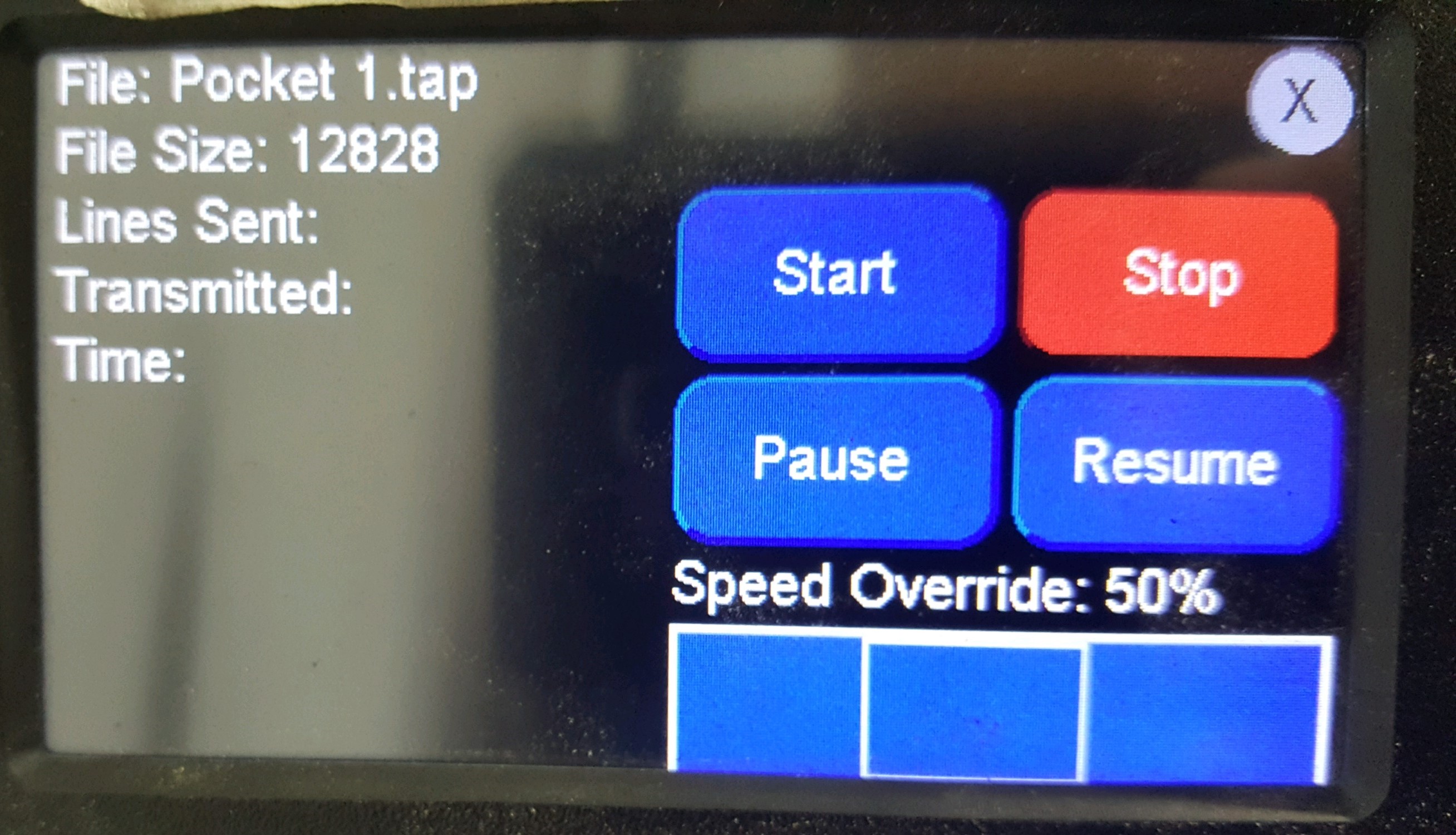
The final step will be running the file at a reduced feed rate using the Speed Override slider bar in Ready2Control or on the LCD Pendant. For bits with a 1/4" diameter or greater, start the file with the Speed Override at 50% and for bits less than a 1/4" diameter start with the Speed Override at 25%. Start the file and as it is running, increase the Speed Override by 10% at a time until the bit or the machine appears to struggle with the cutting and begins tearing the material rather than cutting. Once the machine is struggling to cut or tear the material, decrease the feed rate by 5% to zero in on the best feed rate for the bit settings. Once you have narrowed down the feed rate, write this information down to reference later on.
Speed Override% = Adjusted Speed (Inches Per Minute)
|
Ready2Control Screen
|
|
LCD pendant screen
|
With these suggested guidelines and incrementally increasing the Speed Override, you will have a good foundation on where to start and test a plethora of bits and materials.
Comments
0 comments
Article is closed for comments.